看着检测线上模糊不清的图像,老王第N次调整相机位置,但零件边缘依然像打了马赛克——这已经是本周第三次因为误检停机了。
夜幕降临,工厂生产线还在运转,电脑屏幕上的图像却始终达不到检测标准。这不是老王第一次面对这个问题,之前他一直以为是相机像素不够,咬牙换了高分辨率相机,问题依旧存在。

有经验的师傅拍了拍他的肩膀:“兄弟,问题可能不在相机,而在镜头。”这一句话点醒了老王。
工业相机配镜头怎么选择的第一步,是从理解基本参数匹配开始的。许多人像老王一样,认为只要相机分辨率够高就能解决问题,其实这是最常见的误区。
选择镜头时,必须考虑相机传感器的尺寸。镜头成像需完全覆盖相机传感器,否则会出现“黑边”或边缘畸变。选型时应记住一个基本原则:镜头靶面尺寸要大于或等于相机传感器尺寸-1。
镜头的分辨率需要与相机的像元大小适配。这个关键参数可以通过一个简单公式计算:镜头分辨率(lp/mm)= 1000/(2×像元尺寸μm)-1。
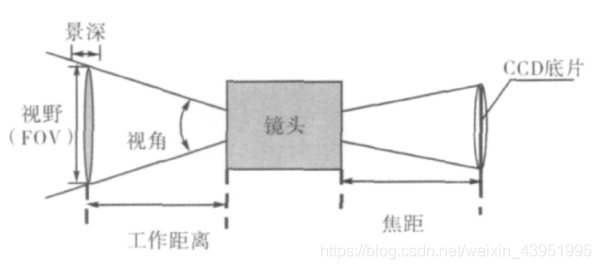
工作距离和视场大小也是基础但容易出错的地方。工作距离是指镜头到工件面的距离,这个参数和视场大小都由焦距和传感器大小决定-1。
大多数用户最容易忽略的是光圈与景深的平衡。大光圈(F值小)虽然进光量多,适合弱光环境,但景深短;小光圈(F值大)虽然景深长,适合检测高度差大的物体,但需要更强的光源补偿-1。
当涉及工业相机配镜头怎么选择时,许多人都陷入了“像素越高越好”的误区。实际上,盲目追求高像素而忽视镜头匹配是浪费资源。
机器视觉系统中有一个基本原则:为保证系统稳定,通常要求最少3个像素来代表一个缺陷特征-3。如果一个像素对应一个缺陷,系统会极不稳定,随便一个干扰像素点都可能被误认为缺陷。
因此计算所需相机像素时,应该根据实际检测精度要求来推算。例如,要检测0.1毫米的缺陷,当视场为100毫米时,相机单方向像素至少应为100/0.1×3=3000像素-3。
但这里有个陷阱:高分辨率相机配普通镜头,就像给普通汽车装上赛车引擎,结果却是“有劲使不出”。镜头的分辨率必须跟上相机的像素需求。
镜头分辨率与相机像素的匹配,有一个简易检查方法:查看镜头在50lp/mm空间频率下的MTF值,最好高于0.6,这样才能确保高频细节被保留下来-9。
工业相机配镜头怎么选择,关键在于理解具体应用场景的特殊需求。不同行业、不同检测任务需要不同类型的镜头解决方案。
对于PCB板焊点检测这类高精度任务,通常需要高分辨率远心镜头以减少透视畸变,确保微米级特征准确还原-2。远心镜头通过特殊光学设计,使主光线与光轴平行,能有效消除“近大远小”的视差误差-8。
物流分拣等场景更关注广视角与快速对焦能力,适合选用定焦或变焦镜头搭配自动对焦模块-2。但在精度要求高、环境振动大的场合,定焦镜头在连续运行后的成像一致性通常优于变焦镜头-9。
在复杂光线环境下,普通镜头往往会“失灵”。金属表面反光严重时,一片白的图像让人束手无策。解决方案是在镜头前加偏振镜,同时在光源前加偏振膜-3。
当检测物体高度不一时,景深成为关键考量。例如在药品包装检测中,药瓶标签可能存在±5毫米的高度差。此时应选择较小光圈(如F8或F11)以扩大景深,但要配合高亮度LED光源补偿进光量损失-10。
选型结束只是开始,现场验证才是工业相机配镜头怎么选择的最终考验。即使参数计算完美,实际安装后也可能出现问题。
首次安装后,很多人会发现图像出现“中间亮、四周暗”的暗角现象。这时需要进行光场校正:放一张白纸盖住视野,在相机软件里找到“阴影校正/平场校正”,执行校正程序-3。
另一个常见问题是图像有水波纹,这通常是光源频闪造成的。解决方法是将曝光时间设为光源频率的整数倍,或者更换更好的光源控制器-3。
对于精度要求高的系统,标准化验证流程必不可少。应使用标准分辨率测试卡评估中心与边缘分辨率;通过球面网格板检测畸变;在实际工作距离下测试景深范围-10。
长期稳定性同样需要关注。据《中国机器视觉市场研究报告(2023)》显示,超过67%的图像识别失败案例源于镜头选型不当或参数设置不合理-5。因此建立定期维护和验证机制至关重要。
生产线上,新配置的视觉检测系统稳定运行了一周,误检率从最初的15%下降到不足0.5%。老王看着清晰的检测图像,终于理解了同事那句“好马配好鞍”的含义。
现在他终于知道,工业相机和镜头不是简单的购买搭配,而是需要根据具体需求精心计算和验证的系统工程。
网友A提问:我们在做电子产品的外观检测,想知道工业相机和镜头选型的基本流程是怎样的?能不能给个简单明了的步骤?
选型流程可以简化为四个关键步骤:第一步明确检测需求,包括最小缺陷尺寸、视场大小和工作距离;第二步根据这些参数计算所需相机分辨率,记住“3像素原则”——每个缺陷特征至少需要3个像素来代表-3;第三步根据工作距离和视场计算镜头焦距,公式是焦距=(工作距离×传感器尺寸)/视野尺寸;第四步匹配接口和像圈,确保镜头接口与相机兼容,且镜头像圈完全覆盖传感器-1-9。
实际操作中,很多人会忽略现场环境因素。例如在电子厂,环境光变化、设备振动都会影响成像效果。建议在最终决定前,做一个小型测试验证,使用实际产品或标准测试板检验成像效果。
网友B提问:我看到资料里经常提到景深和光圈的平衡,在检测高低不平的零件时,应该如何具体设置这些参数?
这个问题很实际,检测高低不平时景深是关键。首先需要测量零件表面的最大高度差,比如零件最高点和最低点相差5毫米。然后选择适当的光圈值——F值越大(光圈越小),景深越大-1。
但要注意,光圈不能无限制调小,一般不超过F11,否则会出现衍射效应,图像反而变模糊。一个实用技巧是选择F5.6-F8范围内的光圈,同时搭配高亮度环形LED光源补偿进光量损失-10。
对于特别精密的场景,可以考虑使用远心镜头,它的景深特性更好,特别适合尺寸测量-8。记住,景深问题无法单靠镜头完全解决,有时需要调整工作距离或采用多角度拍摄方案。
网友C提问:我们工厂预算有限,如何在控制成本的前提下,选择合适的工业相机和镜头?是不是只能降低配置?
控制成本不一定意味着降低配置,聪明选型更重要。首先明确真正需要的性能,避免为用不到的高参数买单。比如,如果检测速度要求不高,就不需要追求高帧率相机,这部分预算可以分配到镜头上。
考虑国产镜头品牌,现在很多国产镜头性能已经相当不错,价格却只有进口品牌的一半甚至更低-4。但要注意选择有技术支持的品牌,避免后期维护困难。
另一个省钱技巧是标准化接口,全部使用C或CS接口,这样可以减少转接环的购买,也方便日后升级调整-1。同时建立设备档案,记录每次配置的效果,避免重复试错造成浪费。
考虑长期运行成本。高质量镜头虽然初期投资大,但使用寿命长、维护成本低,从长期看可能更经济。可以计算投资回报周期,做出理性决策。
